A Palletizing Machine-Dual M-Stack
As an advanced industrial automation palletizer, the Dual M-Stack delivers reliable, high-speed palletizing across two product lines. This system is…
Read ArticleOur latest integration project is an end of line packaging and palletizing system for blown/rolled plastic film product. This wasn’t our largest system, instead it was a small footprint cell with one robot. But this robot is multi-talented when it comes to flexible packaging & palletizing.
![]()
A flexible plastics company wanted to free up employees who were tied up on a repetitive, time consuming, back-breaking, multi-step packaging process. The company hoped to be able to utilize the employees in more value-add jobs around the facility.
![]()
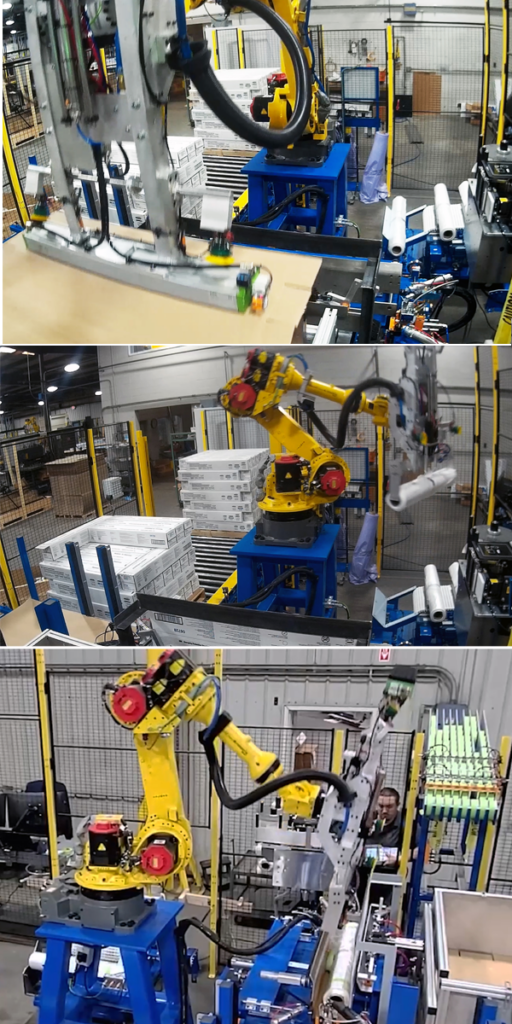
The design phase included a simulation to show that the robot cell could meet rates and cycle times for each of the six product sizes that would need to run through this cell. Once completed and approved, the End of Arm Tooling was built, and testing was performed for each of the functions required. The FANUC R1000iA/80F was selected for its quick and flexible movement capabilities. Lastly, time was saved by installing safety equipment that would allow the robot to continue to operate while operators replenished tier sheets and box blanks.
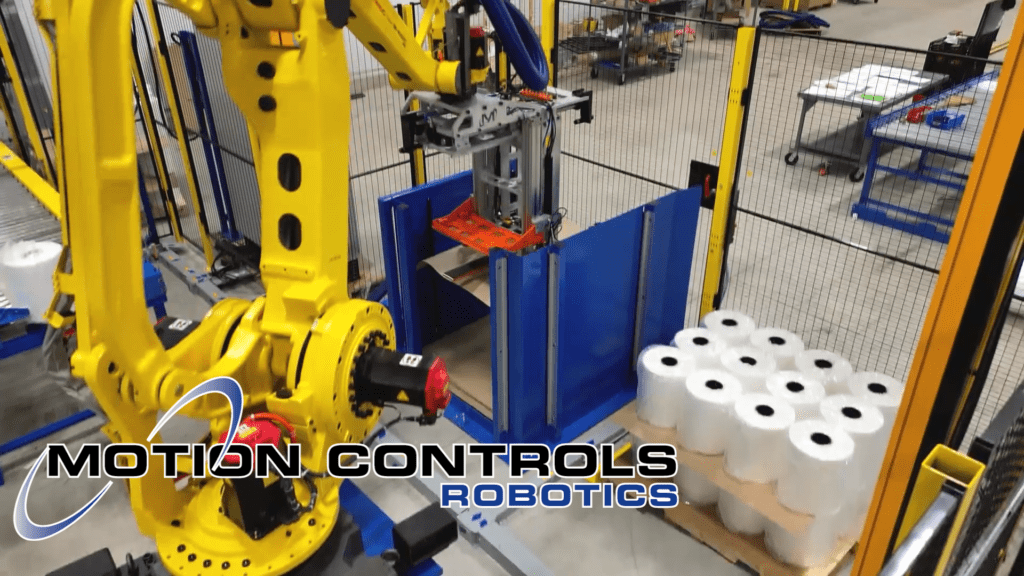
Watch our system video to see the robot in action and then go to Sequence of Operations below to read the full explanation.
![]()
*Note- The roll being picked could be bad and need to be rejected. The robot is given a reject signal directly from the winder or by an operator from the HMI. The robot places the rejected roll onto a gravity take away conveyor and the roll is conveyed out of the robot cell.
![]()
The robot selected for this cell was a FANUC R1000iA/80F. The FANUC R1000 is a compact robot that saves floor space and offers high-speed with great motion performance.
Models |
Payload |
Reach |
Download Spec Sheet |
| Floor Mounted | |||
| R1000iA/80F | 80 kg | 2230 mm | R-1000iA-80F.pdf |
Motion Controls Robotics follows the ANSI R15.06 Safety Standard designed to ensure employees and robots work safely together. We take full advantage of new safety technologies and innovations as they become available.
Loading of items outside the cell so no operator needs to enter. This also allows the R1000 to continue the cycle without interruption (if the operator selects the best time in the cycle to replenish items). The Operator:
A light curtain prevents operators from entering the robot cell, while allowing finished pallets to exit the robot cell without interrupting robot operation.
This system is complete with safety fencing and needed safety sensors.

The system was recently installed and is successfully running at the facility. As a result, the customer is happy to report that they have been able to meet rate expectations and move employees to more valuable & meaningful positions around the facility.
MCRI was great to work with. The footprint for the project was small and the amount of cell functions high. Despite that, we were able to conceptualize exactly what the plant needed. We worked together to overcome all challenges during this difficult project. MCRI’s staff was responsive and helped quickly develop solutions to keep us moving forward. Upon install, debug, and training, MCRI remained highly engaged until we were completely satisfied.
Testimonial by: Director of Engineering
This project was completed with Motion Controls Robotics , who provided excellent support and solutions.
Rating: 5 out of 5