A Palletizing Machine-Dual M-Stack
As an advanced industrial automation palletizer, the Dual M-Stack delivers reliable, high-speed palletizing across two product lines. This system is…
Read ArticleA proven system concept, customized for your product, the required rate, and inline needs like case erecting, labeling, sealing, strapping, inspection, or accumulation.
Pick-Pack-Pals automate a series of end of like applications to make your process run smoothly. They are very flexible and can be a great way to save floorspace. Each system has different products, different inline requirements, and different rate targets.
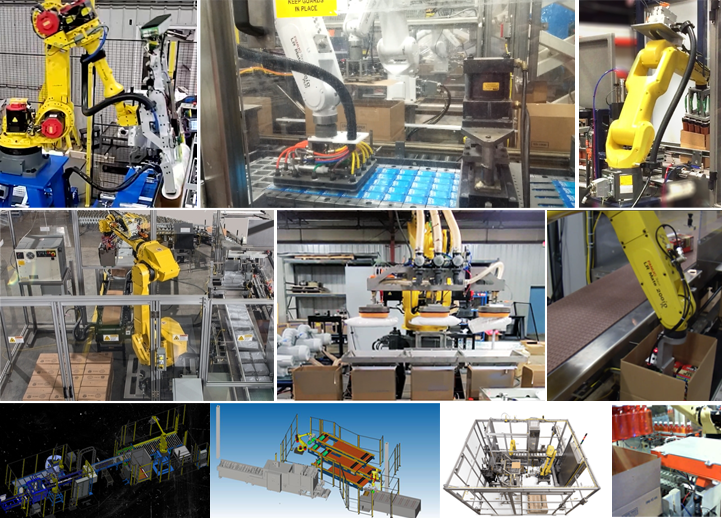
The flow is familiar (pick → pack → palletize), but each build is customized based on what the product needs and what has to happen inline. This is where the differences live:
Example 1
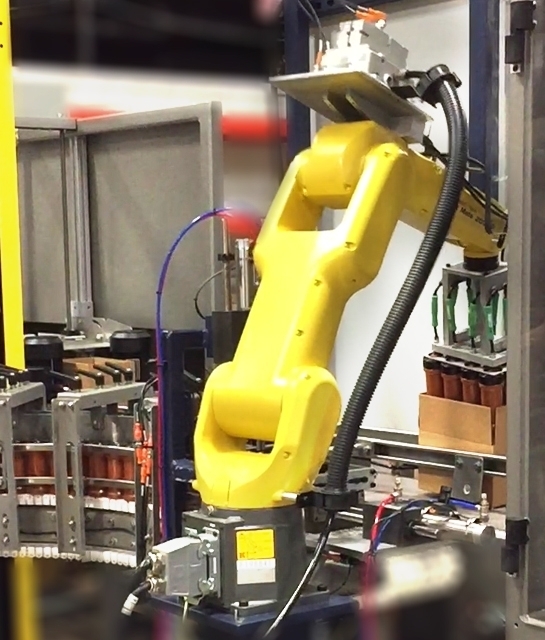
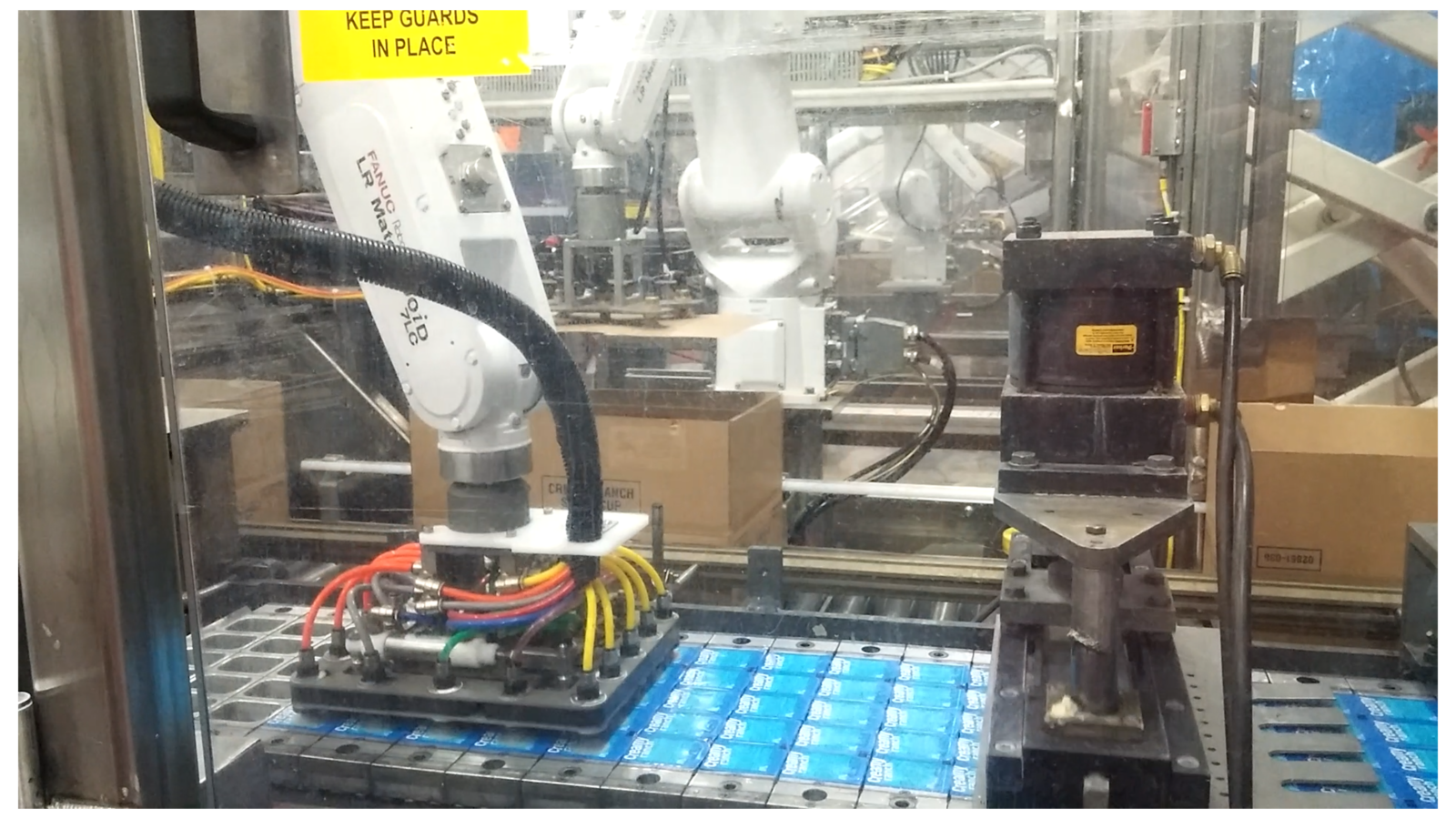
This system starts with a case erector, the case moves to be filled by the LRMate and then moves through a case sealer and on to a palletizer.
Example extra: Case erector upstream and case sealer downstream
Example 2
Labeling requirements often influence where the product is verified and how it’s oriented during packing.
Example extra: labeling inline.
Example 3
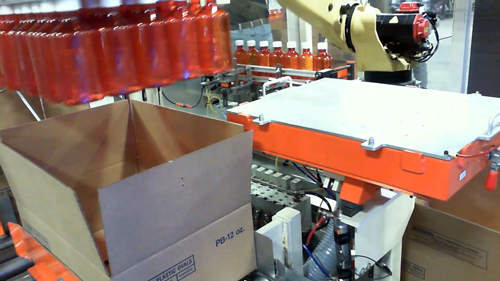
Plastic bottles are placed in a layer on a fixture and then placed in a case. The cases are sent from this location to a palletizer.
Example extra: Cases are sealed and labeled inline.
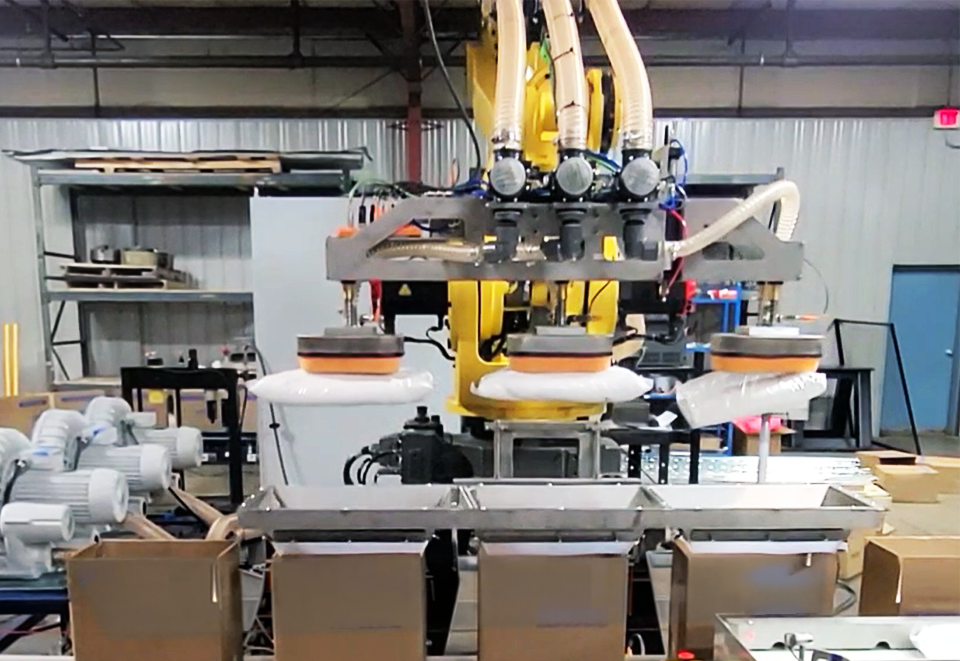
Example 4
Rolls of tape are built into a full case layer and then placed in the case for palletizing.
Example extra: case sealing/taping downstream
Example 5
Multi-item packing introduces verification and sequence needs while maintaining a familiar pick-pack-palletize flow.
Example extra: inspection/verification
Example 6
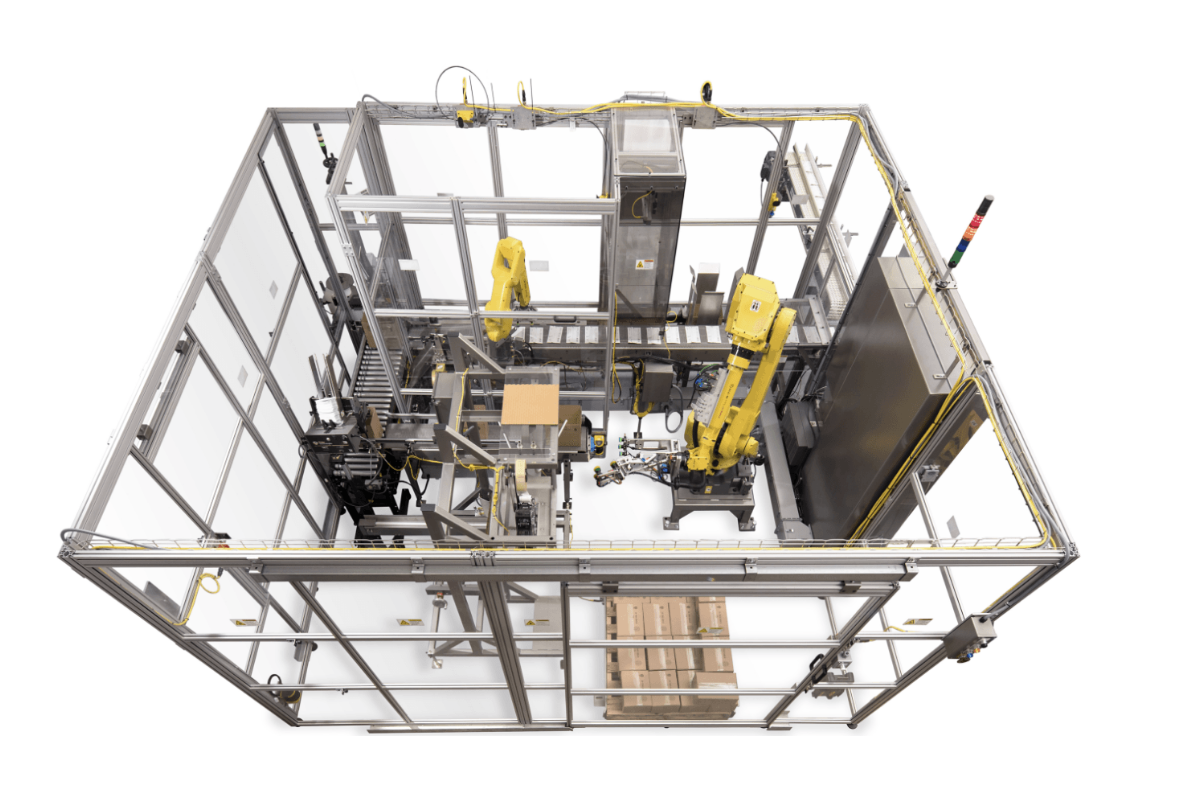
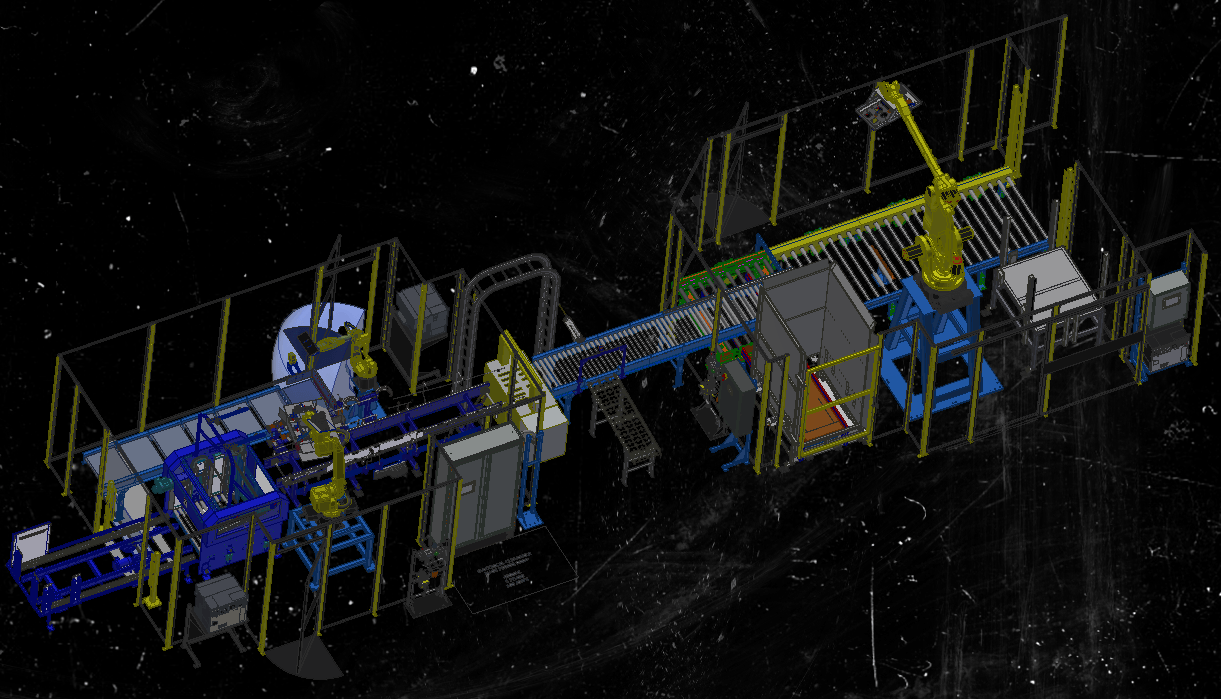
A variation where palletizing happens in a central location, while upstream pack operations feed that palletizing point.
Example extra: central palletizing handoff + accumulation .
Example 7
Small cartons into a shipper case is a classic PPP pattern that benefits from consistent presentation and packing logic.
Example extra: line tracking and case erecting upsteam

Example 8
Medical products often add handling, verification, or packaging requirements around a familiar PPP flow.
Example extra: Case erector & Case sealer.
Example 9
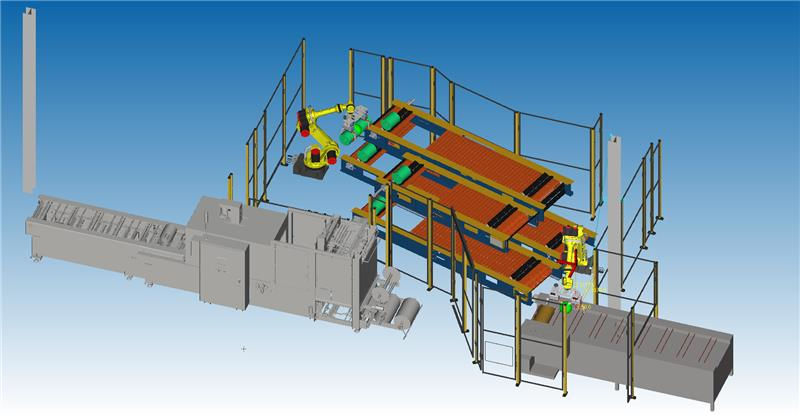
This Pick-Pack-Pal system is design for a thin rectangular space. Product is packed into easily erected cases, then palletized in the same cell. The main product in this cell is buns.
Example extra: case erecting upstream and strapping inline (using StraPack)

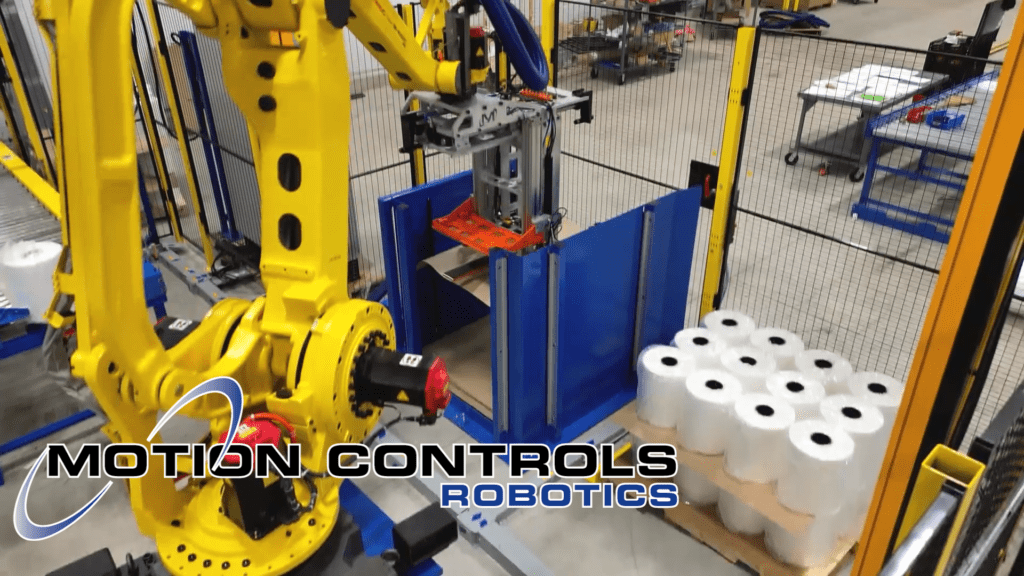
Example 10
This is a very compact modular system that we have built for various roll handling facilities. The incredible thing about this system is that the custom EOAT does all the work needed.
Example extra: Case erecting using a fixture and product labeling.
Quick answers to common Pick Pack Pal questions.
It refers to a common system concept that picks product, packs into a case/box, and palletizes. Each system is customized for your product, rate, and inline requirements.
Typically when rate requirements demand parallel tasks (e.g., simultaneous picking/packing and palletizing) or when upstream/downstream timing is important.
Case erecting, labeling, taping/sealing, strapping, inspection/verification, and accumulation/buffering are some of the most common.
It depends on process flow, available space, inspection/verification requirements, and how you want to recover from stops. We typically map this early so the cell fits the line.
Yes. The overall concept stays consistent while each implementation is customized for the product and the line’s specific needs.