A Palletizing Machine-Dual M-Stack
As an advanced industrial automation palletizer, the Dual M-Stack delivers reliable, high-speed palletizing across two product lines. This system is…
Read ArticleThis robotic depalletizing and repalletizing system automates the movement of plastic pails through an inline labeling operation while maintaining continuous pallet-in to pallet-out flow. A FANUC M-410iB/315 handles depalletizing and repalletizing, while a secondary M-20iB/25 manages tier sheet placement to protect throughput.
Designed to run at 10 pails per minute, the cell reduces work-in-process, eliminates off-line handling, and delivers consistent, streamlined pail flow from inbound pallet to finished unit load.

Click the buttons below to jump to the corresponding section
The customer needed to automate a common pain point: moving plastic pails from inbound pallets, through an inline labeling step, and back onto pallets. They had a lot of WIP and were waiting on manual processing opportunities.
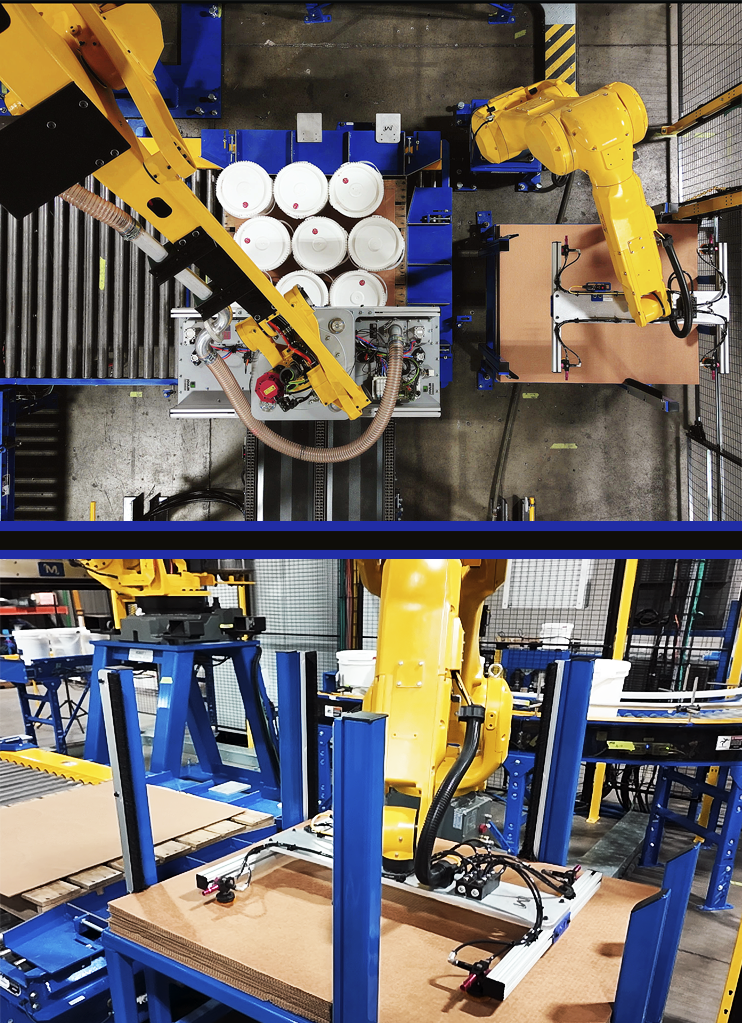
The cell depalletizes incoming plastic pails, feeds an inline labeling operation, then repalletizes finished pails into unit loads. The design includes controlled accumulation and a simple reject path so labeling issues can be handled without stopping overall flow.
| Quick System Summary | |
|---|---|
| Industry | Consumer Goods & Chemicals |
| Product | Plastic pails (multiple sizes/SKUs) |
| Robots | FANUC M-410iB/315 + FANUC M-20iB/25 |
| Throughput | 10 pails per minute |
| Special Equipment | Inline labeler (NITA) + print/apply |
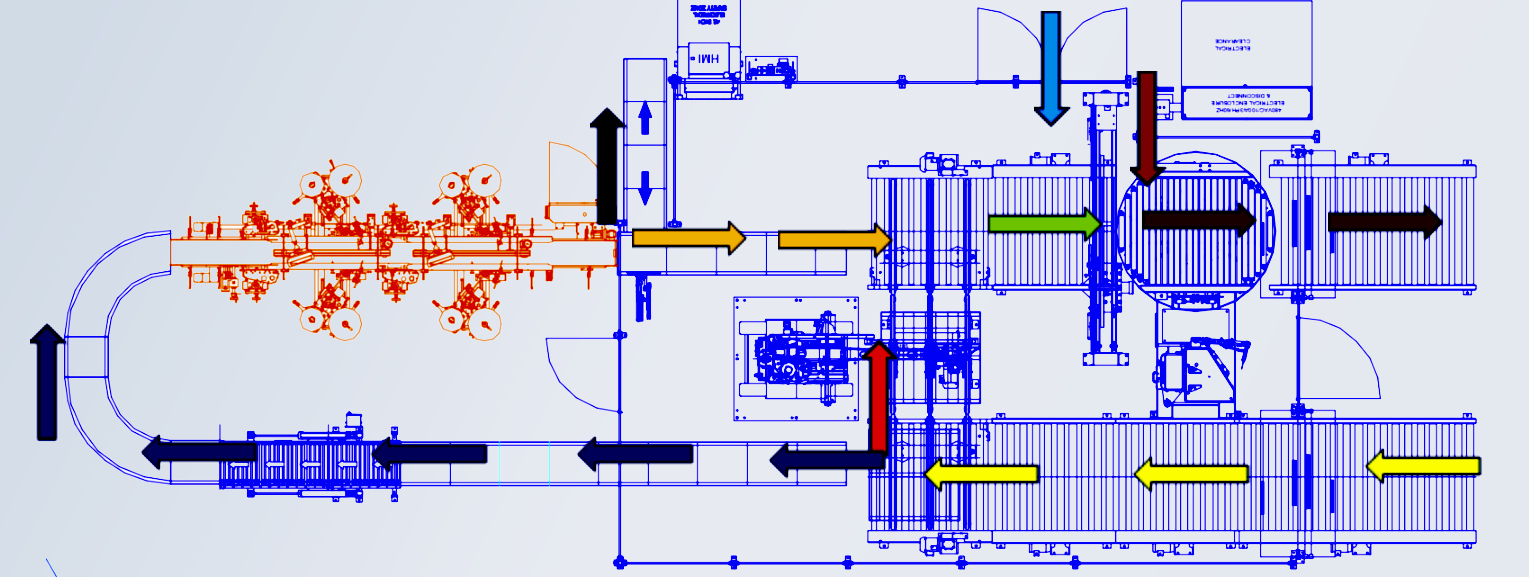
| Footprint | See layout drawing below. Designed for pallet-in to pallet-out flow with compact conveyor routing. |
A step-by-step view of how the cell runs from pallet in to pallet out.
The video on the left shows the system in action. The video on the right is an example of other pail handling we have designed.


Motion Controls Robotics follows the ANSI R15.06 Safety Standard designed to ensure employees and robots work safely together. We take full advantage of new safety technologies and innovations as they become available. Safety is addressed through guarding, controlled access, and clearly defined operator interaction points.
The system delivered an end-to-end cell that reduces WIP, simplifies handling, and creates consistent pallet-in to pallet-out flow around an inline labeling operation.
| Benefits Delivered | |
|---|---|
| Reduced WIP | Continuous flow reduces staging between depalletizing, labeling, and repalletizing. |
| Eliminates off-line processing | Labeling stays in the cell’s flow, reducing manual or third-party handling steps. |
| Consistent throughput | Designed for 10 pails per minute across multiple SKUs. |
| Flexible for pail sizes | Tooling and setup support different pail sizes/SKUs without adding steps. |
| Simple exception handling | Operator-activated reject diverts non-conforming pails without stopping the cell. |
| Cleaner pallet build | Tier sheet robot offloads repetitive sheet placement so the main robot stays focused on pail handling. |