A Palletizing Machine-Dual M-Stack
As an advanced industrial automation palletizer, the Dual M-Stack delivers reliable, high-speed palletizing across two product lines. This system is…
Read ArticleWhen there is a moving robot, equipment or machinery in a system, it is important to identify, define, and protect against all hazards. In the past, this was predominantly done with physical barriers, such as fencing and gates, that restrict access to an area with the potential hazard. These barriers may solve the safety issue but bring new issues that cost manufacturers downtime and efficiency.
Fences must contain the entire robot system. The fenced-in area has an entry gate process that requires an access request from the operator, the robot stops at a good stopping point, the operator enters the fenced area, works, leaves, resets the system, and the robot starts moving again.
Likewise, area scanners allow for protection zones to be defined, but without fencing. The operator requests access to the area, enters, finishes work, and then resets once they leave the area. One can work safely, and the scanner slows or stops the operation at a known stopping point only when someone or something is in a defined zone. Robot and system movement only resume once the someone or something has left the area.
If the operator does not request access and enters the area the system will fault and come to a stop. This takes more time because the robot isn’t able to stop at the known stopping point, and has to cycle back to the correct position.
These devices should be applied in compliance with applicable machine-safety and robot-safety standards (e.g., ISO 13855, ISO 10218-2, ANSI/RIA R15.06) and a documented risk assessment to verify proper placement and response times.

Area scanners keep both people and equipment safe. Protection and warning zones can be configured with flexibility and adapted to structural conditions.
Area scanners use time-of-flight (LiDAR-based) measurement to define and calculate the protection zones.
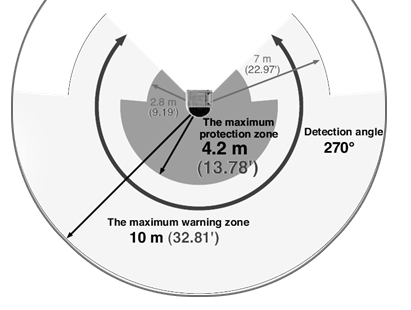
Scanners can be mounted vertically or horizontally and the graphic to the right shows a general coverage of an area scanner. An area scanner monitors a 2D area of a 190-degree angle with several meter radius. Newer systems may use multi-layer or 3D safety LiDAR to provide volumetric protection coverage.
Certain Area scanners can be set up for multiple protection and warning zones. These can be used when there are multiple moving hazards and it is safe to enter one area but not another.
Another common safety feature in robot systems is light curtains. Light curtains work by sending optical beams from an emitter across a work area to a receiver unit. When the beam is broken, hazardous motion comes to a stop. This means light curtains are the best option for very fast response time. These beams can sense even small intrusions into the space – such as fingers. Another positive feature about light curtains is they can be programmed to distinguish between humans and product. This operation is called light curtain muting.
One example of light curtain muting is where there is an opening in guarding that’s protected by a light curtain, but product (i.e. pallets with product) must travel on a conveyor through the light curtain. A Muting Controller or Safety PLC can accomplish this muting function by using sensors and the light curtain to safely suspend the light curtains safety function for product to move through the light curtain without stopping the system. The controller or Safety PLC does this by evaluating the signals from the sensor and light curtain to ensure they are turning on and off in a specific sequence within a specific time frame. Once the product moves past the sensors and light curtain the light curtain safety function immediately starts functioning again.
Light curtains respond quickly to even small objects and simplify routine tasks, pallet movement, and maintenance. Light curtains are ideal where sub-millisecond reaction times are required, though they typically protect linear openings rather than full zones.
The operator needs to replenish parts and can do so safely at a defined distance from the robot. If for some reason, the operator enters the warning zone, the robot slows. If the operator enters the protection zone, the robot will come to a complete stop.
An equipment protection example would be if there are several moving items in a cell, such as a robot and a rail that transfers parts.

Area scanners can be used to monitor the hazardous area directly around the robot and either slow or stop the robot when the operator enters the cell or is in a hazardous area. This is very helpful in keeping production running at a consistent and efficient pace.
A safety laser scanner can be mounted on Automatic Guided Vehicles (AGVs) and Autonomous Mobile Robots (AMRs) to eliminate the risk of collisions with objects or people in its path and help to eliminate unnecessary stoppage.
The area scanner mounted on an AGV can use multiple warning and protection zones for effective and safe operation. Examples of these zones can be a slowdown zone and safe stopping zone.
Any moving equipment that could be a hazard to workers and would benefit from the programming of zones to reduce speed or completely stop a process.

Area scanners added to robot cells in conjunction with a safety gate to ensure no one is in the cell if the safety gate is closed. While there is someone or something in the protected zone, the hazardous movement will not restart.
Manufacturers such as Keyence, SICK, and Omron provide configurable safety laser scanners suitable for robot cells, AGVs, and machinery safeguarding.
The example area scanner shown in this Tech Talk article is manufactured by Keyence.
If looking to integrate a robot into your process, know that there are options available to make the process more flexible.