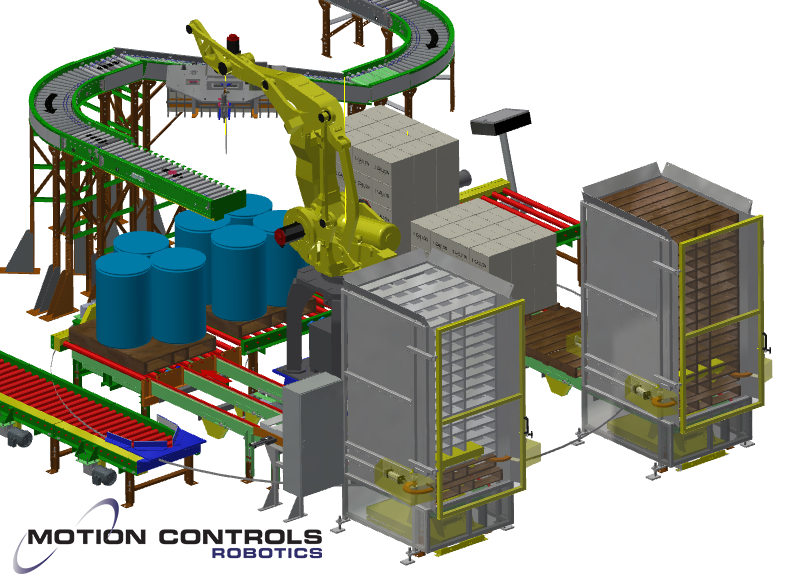
To meet the needs of the products that are palletized in this robotic cell, there are two automatic pallet dispensers that send pallets to the building station. The FANUC M-410iC/500 was selected to handle the weight of the products and the rate needed in the system. The same robot EOAT (end of arm tooling) is designed to pick cases and drums.
The setup of the system has to be done by a trained operator. The operator must use the correct size pallet from the pallet dispenser and proper pattern placement for the product being palletized. Passwords are used on the system to make sure that only the trained operator can access the pallet dispenser and product setup on the HMI.
Cases enter the robot cell on an elevated conveyor and are positioned to account for accumulation without creating jamming. Cases are picked in rows based on pallet pattern (2 or 4 cases at a time). Once a pallet is full, it leaves the cell and moves to the pallet wrapper.
Drums enter the cell in a separate location on a conveyor. The robot picks and places one barrel at a time onto the pallet load station. Once a pallet is full, it leaves the cell on the same line as the cases, and moves to the pallet wrapper.