
![]()
Customer Challenges – Placing Well Tanks on Overhead Conveyor – Multiple Tank Sizes
 A company that manufactures composite storage tanks came to Motion Controls Robotics with a request to integrate a system for placing a variety of different sized tanks onto a moving, overhead conveyor. The main reason for this project was to eliminate operators having to handle the tanks when they leave the filament winder. Handling the filament can cause irritation for the operator and may affect the quality of the product.
A company that manufactures composite storage tanks came to Motion Controls Robotics with a request to integrate a system for placing a variety of different sized tanks onto a moving, overhead conveyor. The main reason for this project was to eliminate operators having to handle the tanks when they leave the filament winder. Handling the filament can cause irritation for the operator and may affect the quality of the product.

Addressing the Challenges – Placing Well Tanks on Overhead Conveyor
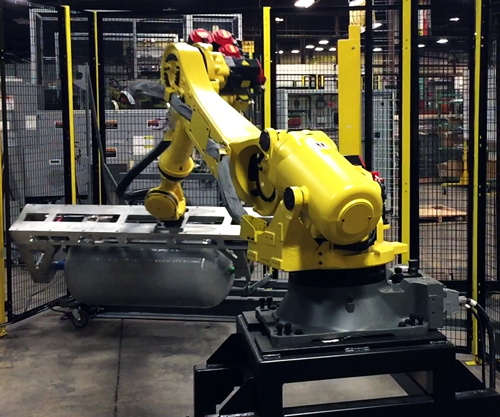
Based on the rate, motion space, and variety of tank sizes we selected a FANUC R-2000iC/210F robot to move the tanks from a cart to the overhead conveyor. The carts are used in the winder and the system is designed for efficiency of moving carts into and out of the cell. When a cart is brought into the cell it is locked into place signaling to the system that the process is ready. Once the operator exits the loading area and engages a footswitch the robot starts picking tanks from the cart. Line tracking software is used to place each tank on the correct forks on the conveyor.
FANUC HandlingTool with visual line tracking technology enhances the ability to identify then place items on a moving overhead conveyor.
There is a Tech Talk article addressing this technology if you want to learn more – Line Tracking Technology
Sequence of Operations for Placing Well Tanks on Overhead Conveyor
< < < 360 View of the cell – use mouse to move around.
- Tanks on a cart are loaded into a winder that adds a thin, but strong layer of filament.
- The operator moves this same cart straight from the winder to the robot cell. At the cell, they request entry into the cart receptacle area (signaling to the robot to stop movement), access is granted, and the operator pushes the cart into position inside the cell.
- Once the operator has left the tank receptacle area and reset the light curtain, the cart is locked into position and the EOAT takes a measurement of the tank to determine its actual length & diameter. The EOAT then adjusts the gripper and picks the first tank off the cart and places the tank on the overhead conveyor forks using a trigger sensor and Line Tracking software.
- The robot continues to place tanks from the cart onto the overhead conveyor which moves them into the oven to set the filament. Both the conveyor and robot move at the speed of the oven process.
- There are two cart stations inside the robot cell so the robot can move between the two stations. An operator can load (or unload) one cart station while the robot continues to pick tanks from the other cart station.
- When carts are empty the operator again requests entry to the cell which unlocks the carts so they can be moved out and replaced with a filled cart.
- This process is repeated throughout the day on a variety of different size tanks (currently 9 or more models).
Video Showing Placing Well Tanks on Overhead Conveyor
![]()
Robot and End of Arm Tooling
For this integration project, we used an R-2000iC/210F with an R-30iB Plus controller and haptic teach pendant. The application used
HandlingTool Software for Line Tracking
Models |
Payload |
Reach |
Download Spec Sheet |
| Floor Mounted | |||
| R2000iC/270F | 270 KG | 2655 mm | FANUC-R_200iC-270F |
Find out more about the R2000 models of robots.
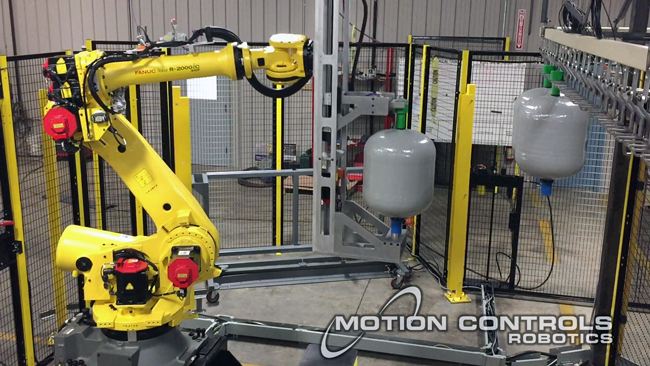
The end of arm tooling for this project was adjustable based on the size of the tank to be picked. The grippers automatically slid open and touching only the ends of the tank picked and placed the tank on the conveyor.
✓ Safety Features
Motion Controls Robotics follows the ANSI/RIA R15.06-2012 Safety Standard designed to ensure employees and robots work safely together. We take full advantage of new safety technologies and innovations as they become available. This system is complete with safety fencing and sensors. There are times when the operators need to enter the area to work. Safety sensors ensure the robot will not run until all workers have left the cell.
![]()
Customer Results
The system has been recently installed and is running at the facility. The new system keeps the process consistent and more efficient.