A Palletizing Machine-Dual M-Stack
As an advanced industrial automation palletizer, the Dual M-Stack delivers reliable, high-speed palletizing across two product lines. This system is…
Read Article
Case Palletizing – Motion Controls Robotics’ latest integration project highlights a common issue many fast-growing manufacturers are facing. They need a way increase throughput using just their current floorspace. This beverage manufacturer was seeing a growing demand for their product and their current system was not able to meet this new demand, let alone future numbers.

MCRI developed and custom designed a robot palletizing cell to accommodate, not only a cold room environment, but we were able to add another robot and still use their current floorspace to install the system.
This food and beverage customer was also facing an issue with their current tooling frequently dropping product because the End of Arm Tooling was being negatively affected by the cold room temperatures and was just not functioning dependably.

The palletizing robots selected were the FANUC M410iC/185 from the palletizing robot series. The two palletizers fit into the space of a single line, single robot palletizer, doubling palletizing throughput capacity for the same floorspace.
With the issues in mind, we started by exploring the End of Arm Tooling. We needed to make sure the tooling was efficiently designed so that two robots would be able to work side by side in one cell space. This eliminated a mechanical/fork tool of any type. We looked at the option of a vacuum gripper and we were able to design tooling to meet the higher palletizing efficiency through improved end of arm tool design. This EOAT would be picking a row of four cases.
Next, we needed to find vacuum cups that would function correctly in the cold room environment – an average of 35°F (1.7°C). We explored what was available and discovered a newer Piab silicone cup to try. Our goal was to run some temperature tests to make sure these were the right product. Piab gave us some silicone cups and we began the cold performance tests to make sure these would do the job for our customer.
Baker, Project’s Engineer, elaborates, “We tested cups of various material for cold resistance by placing them for one week into a freezer, and then conducting different stress and compression tests on the cups. After testing we knew that Piab’s silicone B75.20 cup was the right one for this application.”


![]()
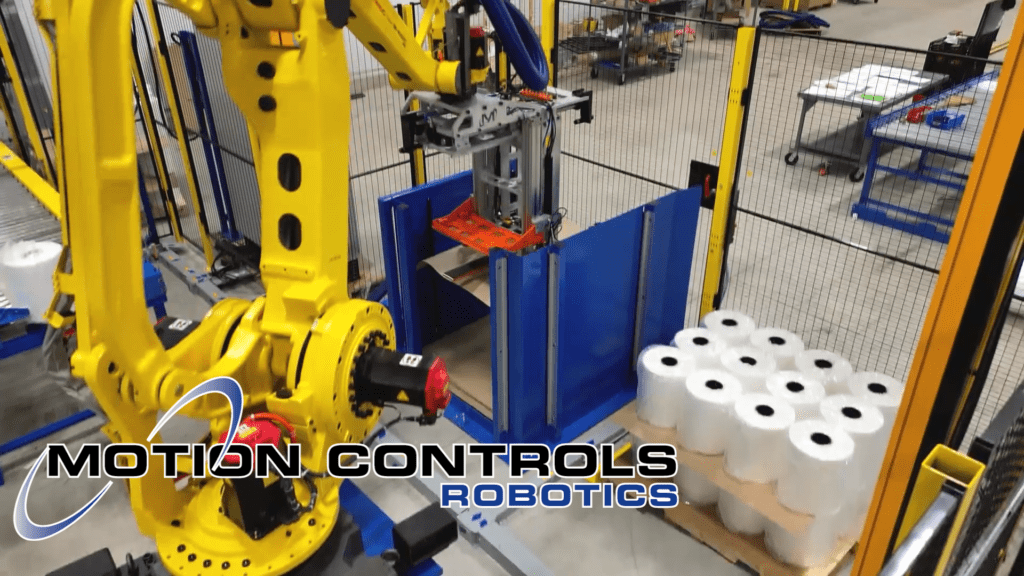
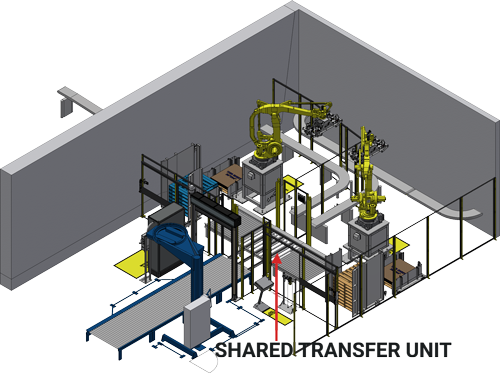
The system is divided into Side A & Side B – both sides palletize simultaneously and only share a transfer unit for completed pallets leaving the cell. Listed below are the basic sequence of operation and directly below the SOO is a video showing the case palletizing system in action.
![]()
We used two, floor mounted FANUC M410iC/185 palletizing robots. You can download the spec sheet for more information.
The M410iC/185 uses an R-30iB Plus controller and haptic teach pendant. These 4 axis robots are built for high speed palletizing applications. This model can move higher weight payloads because of its slim arm and flexible wrist – which perfectly matched the customer’s need for a smaller workspace.
Motion Controls Robotics follows the ANSI/RIA R15.08 Safety Standard designed to ensure employees and robots work safely together. We take full advantage of new safety technologies and innovations as they become available.
The Dynatect Safety door closes off the system to separate it from the operators and passersby. This door helps keep the system running and improves total uptime.
The light curtains help protect operators that need to enter one side of the system. An operator will be able to access either palletizer side A or B without shutting down the other palletizer. But If the operator breaks light curtain while inside the robot cell, the other palletizer will shut down as well.
This system is complete with safety fencing and needed safety sensors.

The system was recently successfully installed and is running at the facility. As a result, the customer is happy to report that they have been able to increase production and the efficiency of the system has met their expectations.